公司地址:江苏省无锡市锡山区锡北镇泾瑞路40号
公司主营:硫化器,硫化机,矿用硫化机
邮政编码:214194
业务热线:0510-83791966,83793608
Q Q :1064443097
传 真:0510-83797966
公司邮箱:wxfuda@126.com
公司网址:http://www.wuxifuda.com
运送带硫化机的开展现状是什么样子的?富达小编整理了一些资料。
一、运送带硫化机开展现状
1.国内运送带平板硫化机出产标准结构出现了框板式、柱式和侧板式等结构,但以框板式居多;参数表现在加工输送带范围上,宽度可从650~6000mm,长度可从650~18000范围内,厚度可从0.3~50mm。
2.热板的加热方法:输送带平板硫化机在硫化过程中的温度、压力和时刻是其硫化的三要素,准确操控这三要素是决定产品质量的关键所在。硫化压力是否安稳,取决于液压站,有专门◣设备保障;硫化时刻一般易于准确操控;相对来讲难操控的就是硫化温度即热板温度。一开始大多数是以蒸汽为热源来操控温度,选用蒸汽加热,介质较廉价、管¤路操控简单、造价低廉,但是加热过程中存在温度的滞后性,过程可控程度较差。随后出现了热油加热;与运用蒸汽加热相比具有温度动摇小,容易完成自动操控,制品质量好等优点,因此在某些大型平板硫化机上已有应用。随着科技的进步,有人提出选用电磁加热。
二、运送带硫化机的研发
1.机组介绍
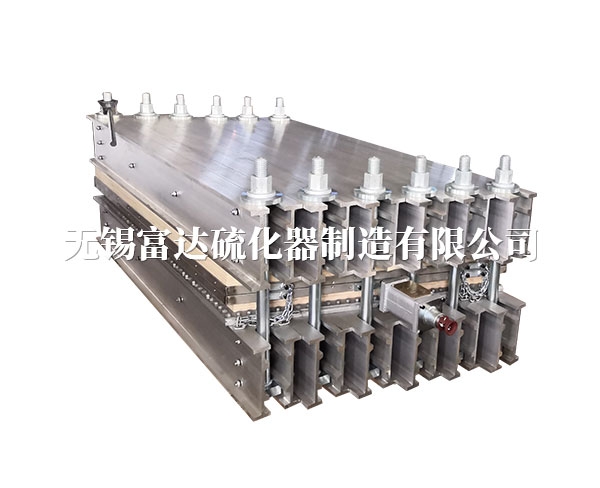
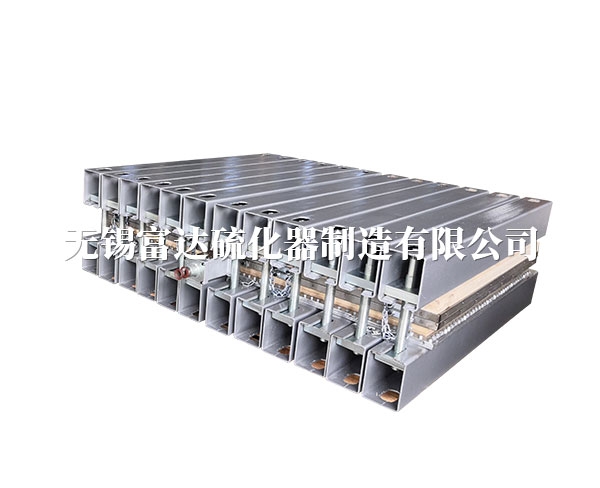
主机均选用框式结构、迷宫式热板、新颖的隔热传压结构,柱塞缸或高压缸均选用优异资料,加工准确,不易腐蚀磨损,修理便利,工作压力安稳和调整便利,不走漏且替换密封圈距离长。操控系统选用HMI(人机界面)+PLC(程序操控器)操控方法,硫化过程可完成多程序自动操控,可自动检测和同步调理热板温度,排气周期自控、完成多缸同步和安稳操控各项温度、压力、张力、扭矩、行程、动作、安防等千种数据,大大进步了平板硫化机组自动化操控水平,下降了劳◎动强度,进步了出产功率。
2.习惯的输送带出产工艺流程
钢丝芯绳输送带出产流程:钢丝绳导开预张紧机——钢丝绳液压张紧恒张站——分梳设备——移动式冷压〗成型机——驱动检查车——垫布卷取机——尼龙带导开架——前伸长夹持机——单层平板@ 硫化机(主机)——主机液压系统——后固定夹持机——五辊式拉伸牵引设备——切开设备——制品卷取机;
3.主要创新点
A.选用电磁离合器被动反驱卷轴形式,避开钢丝绳锭子与卷轴摩擦,下降预张紧所需动力,供给单根钢绳预张≡力,削减减速机-电机组数量由16组减为4组,下降设备能耗和修理难度,减小钢丝绳导开预张紧站全体空间尺度,一起进步替换钢丝绳锭子的便利性;
B.液压张紧恒张站的单张缸选用双作用油缸替代传统单作用小径柱塞缸, 缸头张紧轮选用U 槽活支并进步单支强度,供给较宽的▂工艺张紧力,运用80根数内钢绳时简化操作直拉经过,运用81~160根数时穿插错位,以减小液压张@紧站全体空间尺度,一起对独自的液压张紧缸进行分组别离压力监控,以一起选用不同线径的钢丝绳。