ЙЋЫОЕижЗЃКНЫеЪЁЮоЮ§ЪаЮ§ЩНЧјЮ§ББеђуўШ№ТЗ40КХ
ЙЋЫОжїгЊЃКСђЛЏЦї,СђЛЏЛњ,ПѓгУСђЛЏЛњ
гЪеўБрТыЃК214194
вЕЮёШШЯпЃК0510-83791966ЃЌ83793608
Q Q ЃК1064443097
ДЋЁЁЁЁецЃК0510-83797966
ЙЋЫОгЪЯфЃКwxfuda@126.com
ЙЋЫОЭјжЗЃКhttp://www.wuxifuda.com
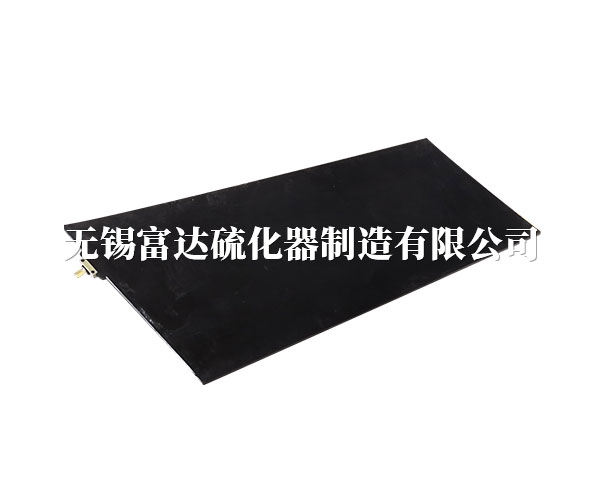
ЮоЮ§ИЛДяСђЛЏЦїжЦдьгаЯоЙЋЫОКЭФњЯъЁїЬИНКДјСђЛЏЛњФЃОпЫ№ЛЕКЭЮЌао

СђЛЏЛњдкЪаГЁжаЕФЪЙгУЃЌБиШЛРыВЛПЊФЃОпЪаГЁЕФЗЂеЙЃЌгУЛЇдкЙКТђНКДјСђЛЏЛњЕФЭЌЪБЃЌзмЛсЬсГіЙигкФЃОпЕФвЛаЉЮЪЬтЃЌЗжЮіФЃОпЫ№КІМАЮЌаоЁЃ
ГхбЙЙ§ГЬжаЃЌвЛЕЉФЃОпКЯФЃЕУВЛСщЛюЃЌЩѕжСПЈЫРЃЌОЭЪЧашвЊСЂМДЭЃжЙЩњВњЃЌХХГ§ЙЪеЯЃЌевГіПЈФЃдвђЁЃв§Ц№ПЈФЃЕФжївЊд вђЪЧгаЃКФЃОпЕМЯђЧуаБЁЂВЛСМЁЃЛђФЃАхМфгавьЮяЃЌЪЙФЃАхЮоЗЈЦНЬљЃЛФЃОпЧПЖШЩшМЦВЛЙЛЛђЪЧЪмСІВЛОљЁЃдьГЩФЃОпБфаЮЁЬЃЌР§ШчФЃАхЁЂФЃзљЕФКёЖШЁЂгВЖШЩшМЦЬЋаЁЃЌШнвз ЪЧЪмЭтСІзВЛїБфаЮЁЃЛђбЙСІЛњЉЕФОЋЖШЬЋВюЃЌЪЙФЃОпВњЩњИЩЩцЃЛГхЭЗЕФЧПЖШВЛЙЛЁЂДѓаЁГхЭЗЮЛжУЬЋНќЃЌЪЙФЃОпЕФВрЯђСІ ВЛЦНКтЁЃетЪБгІЬсИпГхЈЭЗЧПЖШЃЌдіЧПаЖСЯАхЕФв§ЕМБЃЛЄЁЃ
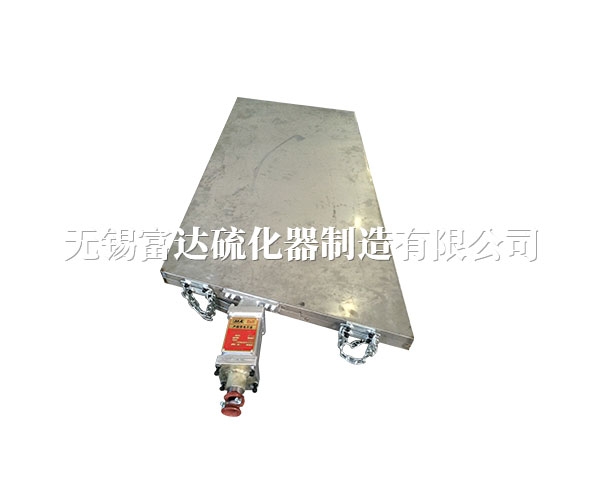
НКДјСђЛЏЛњФЃОпЫ№ЛЕКЭЮЌаоГхбЙЩњВњЕФФЃОпЗбгУИпЃЎЭЈГЃФЃОпЗбеМжЦМўзмГЩБОЃРЕФ1/5-1/4ЁЃетЪЧвђЮЊЃЌГ§ФЃОпжЦдьФбЖШДѓЁЂГЩБОИпЭтЁЃЭЖШыЩњВњКѓЕФФЃОп аоРэКЭШаФЅЮЌЛЄЗбгУвВИпЃЌЖјФЃОпЕФдЪМдьМлНіеМећИіФЃОпЗбгУЕФ40ЃЅзѓгвЁЃЫљвдашвЊМАЪБЮЌаоФЃОпЃЌДгЖјЗРжЙФЃОпБЛЫ№ЛЕЃЌДѓДѓНЕЕЭГхбЙЩњВњЕФФЃОпЗбгУЁЃФЃОпЫ№ЛЕ КѓЃЌЛЙгавЛИіЮЌаоКЭБЈЗЯЕФбЁдёЮЪЬтЁЃвЛАуРДЫЕЁЃГхбЙФЃОпЕФЗЧздШЛФЅЫ№ЪЇаЇЃЌвЛАуБШШчЗЧЙиМќСуМўЕФЦЦЛЕЃЌЛђепаЁЭЙФЃелЖЯЁЂАМФЃАхПЊСбЁЂЭЙФЃяцДжБфЖЬЁЂГхВУШаПкБР СбЕШЙЪеЯЁЃДѓВПЗжПЩвдЭЈЙ§ЮЌаоЕФЗНЗЈЪЙЦфЭъШЋЛжИДЕНе§ГЃзДЬЌЃЌжиаТЭЖШыГхбЙЩњВњЁЃвЛДЮадаоИДЗбгУГЌ Й§ГхФЃддьМлЕФ70ЃЅЃЌЛђепФЃОпЪйУќвбНќЃЌФЧУДЮЌаоЕФвтвхВЛДѓЃЌетЪБЈzгІИУПМТЧБЈЗЯФЃОпЃЌДѓаЭФЃОпЁЂНсЙЙИДдгЕФСЌајФЃГ§ЭтЁЃ
дке§ГЃЧщПіЯТЃЌНКДјСђЛЏЛњГхФЃЕФжївЊЪЇаЇаЮЪНЪЧЙ§СПФЅЫ№ЁЃДгаТФЃОпжЦдьНЛИЖЪЙгУЁЃжБжСГхжЦСуМўЕФУЋДЬГЌБъЁЂСуМўГпДчгыаЮЮЛОЋЖШГЌЁоВюЃЌЖјФЃОпгжВЛФмдйаоИДЛђИљБОЮоаоИДМлжЕЃЌдђФЃОпОЭжЛФмБЈЗЯЁЃДгаТФЃОпЭЖШыЪЙгУЕНЪЇаЇБЈЗЯЁЃ

вдЩЯОЭЪЧНКДјСђЛЏЛњГЇМвДјРДЕФФкШнЗжЯэЃЌМйЖЈФњЖддлУЧЙЋЫОВњЦЗгаашЧѓЃЌЛЖгСЊТчдкЯпПЭЗўЯъЯИЮЪбЏБЈМлЕШаХЯЂЃЌвВЛЖгФњРДдлУЧЙЋЫОВщбЏЃЌГЯбћгыФњазїЃЁ